



Mechanical insulation systems are used on cold and hot pipes, tanks, ducts, vessels and equipment to conserve energy, prevent surface condensation, prevent contact burns and more. In most outdoor applications and some indoor locations, these systems use an outer protective metal jacketing to provide UV- and damage-resistance and water shedding. Regardless of the type of metal used, this jacketing is susceptible to galvanic and pitting/crevice type corrosion on the interior surface caused by the intrusion of water into the insulation system. Here, the use of a moisture barrier to help prevent this type of corrosion is described and a recommendation on the best type of moisture barrier to use is provided.
Insulation is used on the exterior surface of pipes, tanks, ducts, vessels and equipment for the same reason that insulation is used on building envelopes - to reduce the flow of heat. In this application, the insulation is part of a complex construction generically called a mechanical insulation system, which can include one or more layers of insulation, adhesive at the insulation joints, vapour retarders and metal jacketing.
These systems are often more complicated than building envelope insulation because of their complex geometry, the unidirectional heat/moisture flow, the extreme temperatures of the mechanical equipment being insulated and the often outdoor exposed location of the systems. Table 1 shows some common examples of applications for outdoor mechanical insulation systems, their operating temperatures and a brief description of the insulation system used.
Mechanical insulation systems for hot applications are applied to pipe/equipment that ranges from 30°C to greater than 649°C. The main purposes of the insulation system are to improve energy efficiency, prevent contact burns and maintain process control. Secondary effects of the insulation system can include improved fire resistance and sound deadening.
Examples of the applications for hot mechanical insulation systems are hot service water in a commercial building, power plants, oil/gas refining and cracking, petrochemical manufacture and food production.
Systems for cold applications are applied to pipes and equipment that ranges from just below ambient temperature to near absolute zero at -273°C. The main purposes of the insulation system are to improve energy efficiency, minimise condensation on the system surface, prevent contact burns and maintain process control. Examples of the applications for cold mechanical insulation systems are food/beverage refrigeration, commercial building chilled water, air conditioning, liquid natural gas (LNG) handling and shipping and petrochemical manufacturing processes.
Due to the complex nature of mechanical insulation systems, they are typically designed by engineers hired directly by the facility owner or architect, or by a subcontracted engineering design firm.
| Insulation application | Fluid(s) used | Operating temp (°C) | Description of outdoor mechanical insulation system |
| Power plant | Exhaust gas | >649 | Refractory fibre / stainless steel jacket |
| High pressure steam | Steam | >260 | Mineral wool / aluminium jacket |
| Hot oil/gas/petrochemical | Various organics | 38 to 260 | Mineral wool / aluminium or stainless steel jacket |
| Cold oil/gas/petrochemical | Various organics | -101 to 16 | PIR insulation / vapour retarder / aluminium jacket |
| Air conditioning | Chilled water | ~4 | Phenolic insulation / vapour retarder /aluminium jacket |
| Food/beverage refrigeration | Ammonia, CO2, HCFC | -51 to 4 | Multi-layer XPS insulation / vapour retarder / aluminium jacket |
| Liquid natural gas (LNG) | Liquid methane | -165 | Three-layer PIR insulation / two vapour retarders / aluminium jacket |
Metal jacketing and interior surface corrosion
Entire volumes have been written on the subject of mechanical insulation systems but this article will focus on the metal jacketing and, more specifically, on specific types of corrosion that metal jacketing on mechanical insulation systems is prone to.
Very few insulation materials can be left exposed in outdoor applications so metal jacketing is widely used to protect the insulation system from damage due to UV exposure, physical abuse and environmental water. Many types of metal have been used as jacketing including aluminium, stainless steel, aluzinc, aluminised steel and even galvanised steel.
Of these, the most commonly used in North America are aluminium and stainless steel. The use of both of these materials is growing outside of North America, where aluzinc and aluminised steel are also very popular. All metal types have various benefits and disadvantages but all have two key weaknesses relevant to this discussion: They all have joints that are impossible to perfectly seal against water penetration and all can experience interior surface corrosion.
Water intrusion into the insulation system through the joints in the metal jacketing is inevitable because these joints cannot be made water-tight using adhesives or sealants. In addition, damage to metal jacketing is common due to weathering and installations being walked on and leant against. The source of the water entering the system can include rain, condensation, dew, mist, fog, snow, cooling tower spray and even ocean spray.
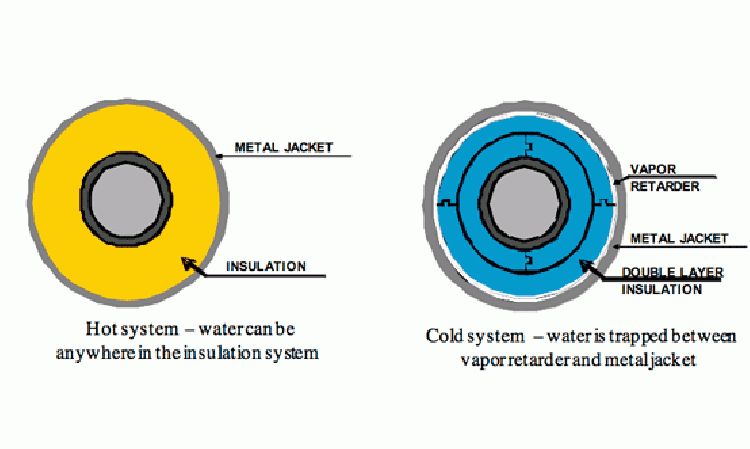
When water enters the insulation system, its specific location will depend on various factors including whether a vapour retarder is present on the surface of the insulation and the integrity of this vapour retarder. Hot applications typically do not have a vapour retarder present and in this case, any water that enters can migrate throughout the insulation system subject to the influence of gravity, temperature and other factors. Cold applications usually have a vapour retarder that should be fully intact on the outer surface of the insulation. Any water that penetrates through the joints in the metal jacketing will collect in the small space between the vapour retarder and the metal jacketing. This is shown pictorially in Figure 1.
When water penetrates through the joints in the metal jacketing it can cause corrosion of the interior surface of the jacketing and, in some cases, of the pipe/equipment itself. This type of corrosion is not the classic corrosion under insulation, which refers to corrosion of the pipe/equipment and is caused by water in direct contact with the pipe/equipment. It is also not corrosion of the edges of the metal jacketing, which can occur with the coated steel type jacketing like aluzinc, galvanised and aluminised steel.
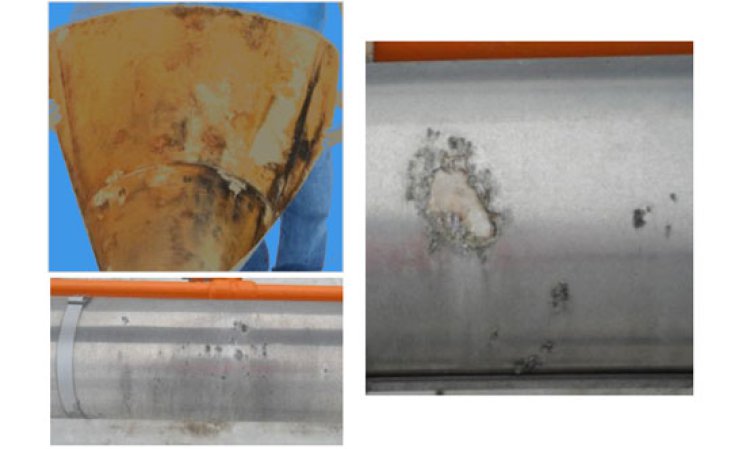
As this type of corrosion occurs on the interior surface of the jacketing, it is very hard to detect until it becomes so severe that the corrosion penetrates completely through the metal, leaving visible holes in the jacketing. Often, this type of corrosion is actually assumed to be corrosion that begins on the exterior of the jacket because it is not observed until a hole has formed in the jacket. At this point it is often hard to tell whether the corrosion started on the interior or exterior. Examples are shown in Figure 2.
Interior corrosion can start almost immediately after installation and can form holes in the jacketing in as little as six months. This corrosion cannot be repaired, either as it starts or after it has formed holes in the jacket. All that can be done to fix this problem is to replace the metal jacketing - a very expensive endeavour. As with most corrosion, it is far better to protect the metal to prevent the corrosion from occurring than to attempt to fix the problem.
Types of corrosion inside jackets
Galvanic corrosion: Galvanic or dissimilar metal corrosion occurs when two different metals are coupled in the presence of an electrolyte. Mitchell Liss describes the source of galvanic corrosion in mechanical insulation systems as generally resulting, "from wet insulation with an electrolyte or salt present that allows a current flow between dissimilar metals, i.e., the insulated metal surface and the outer jacket or accessories."1
Galvanic corrosion can occur with all types of metal jacket and is most prevalent in hot applications where wet insulation can touch both the jacket and the pipe/equipment forming a bridge between the dissimilar metals. When this occurs, the more active metal corrodes.
The more active metal is usually the jacket but can be the pipe/equipment when stainless steel jacketing is used with carbon steel pipe/equipment. The presence of water in the insulation system is necessary for this type of corrosion since it is both the electrolyte and an excellent source for the ions that give the water its electrical conductivity. A convenient way to describe galvanic corrosion is that it occurs when two dissimilar metals are coupled in a single environment.
Crevice and pitting corrosion: These are very similar in both their chemistry and result. As it is unclear whether one or both of these types of corrosion occur in interior jacket corrosion, they will be considered together. It is a localised form of corrosion associated where a stagnant solution is in contact with metal.
This corrosion type can occur when a small droplet of water is trapped between the interior surface of the metal jacketing and either the insulation or a vapour retarder on the outside surface of the insulation. This thin space between the jacket and the underlying surface acts like a crevice. Moisture trapped in the crevice can lead to crevice/pitting corrosion, especially when chloride is present in the water. Chloride is commonly found in environmental sources of water.
To function as a corrosion site, the crevice must be large enough to permit water to enter but small enough to keep it stagnant once it is inside. This can readily occur in the thin gap between metal jacket and vapour retarder. Crevice/pitting corrosion can occur with aluminium, coated steel and even stainless steel jacketing.All stainless steels are susceptible to crevice corrosion.The commonly used S304 stainless steel is susceptible to crevice/pitting in the presence of salty water above about 10°C. The less common S316 type is more resistant but can be attacked if the temperature increases even slightly above 10°C.2,3
Pitting and crevice corrosion together account for around 25% of all corrosion failures in stainless steel.2,3 Most mechanical insulation systems are designed such that the jacket temperature is fairly close to the ambient temperature and not to the pipe/equipment temperature. Therefore it is very common for the jacketing to be above 10°C. A convenient way to describe crevice/pitting corrosion is that it occurs when one metal type is in the presence of two connected micro-environments.
Testing corrosion resistance
Laboratory corrosion tests were conducted to examine the potential for galvanic or pitting/crevice corrosion of various types of metal jacketing and to demonstrate how effective polysurlyn moisture barrier (PSMB) was at preventing this type of corrosion.
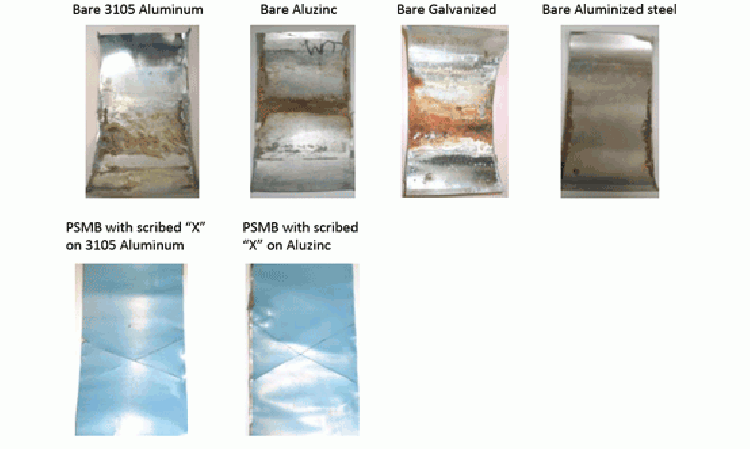
Initially, a mock-up of a common mechanical insulation system was constructed. Standard carbon steel pipe was covered with mineral wool insulation, which was then covered with various types of metal jacketing both with and without PSMB lining. When PSMB lined metal jacketing was used, an X was scribed through the PSMB to mimic damage that might occur during handling and installation.
The fibrous insulation used in this test was a way to keep the pipe and jacket separated while also allowing the added salt water to form a bridge between these two metals. The mineral wool insulation was wetted with salty water and an induced electrical potential was applied between the pipe and jacket to accelerate galvanic corrosion over a 75-minute period. At the end of this time the underside of the metal jacketing was examined for evidence of corrosion.
This method was used to assess four different types of metal jacketing; 3105 aluminium alloy, aluzinc-coated steel, galvanised steel and aluminised steel. For all four bare metal types, there was significant corrosion visible on the surface in contact with the insulation. However, in the tests where a PSMB was applied to the metal jacketing, there was no evidence of corrosion. Figure 3 shows pictures of the jacketing after this testing was complete.
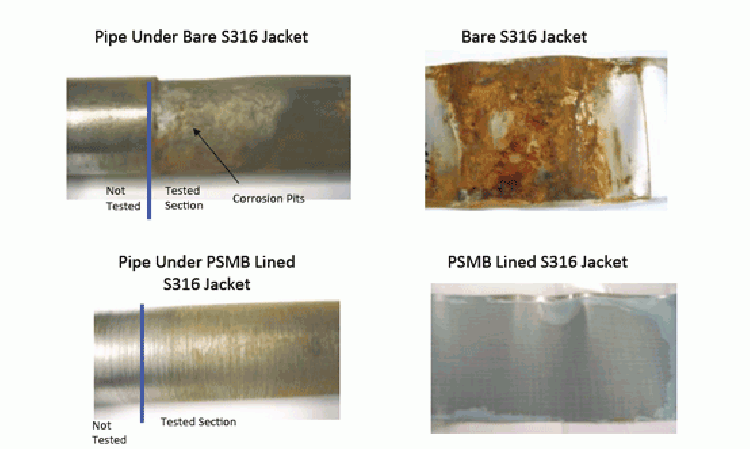
In a second lab test, a similar experiment was conducted in which the jacketing was made of stainless steel and the pipe from carbon steel. In this case the corrosion would be expected to occur on the pipe.
Four 75 minute long voltage applications were made and the pipe was examined afterwards. When both type S304 and S316 bare jacketing was used, the pipe exhibited significant corrosion. When both types of stainless jacketing were lined with PSMB, no pipe corrosion occured. Figure 4 shows the pipes after testing.
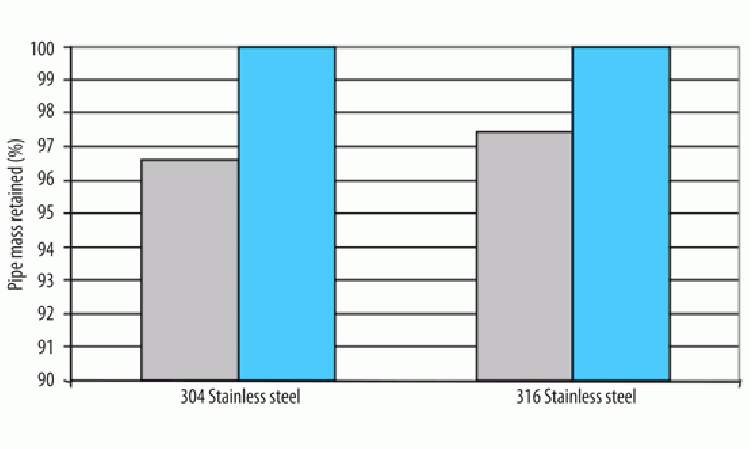
In addition to the visual observation of corrosion, the mass lost was determined. It was found that when the stainless steel jacketing had a PSMB there was no mass lost from the underlying pipe due to corrosion. When bare stainless steel jacketing was used, the mass lost from the pipe was 3.5% for type S304 stainless steel jacket and 2.5% for type S316 stainless steel jacket. Note that this large amount of mass loss occured after only four 75-minute exposures to the corrosion conditions. Figure 5 shows this result graphically.
The corrosion science and the test results are in agreement. Bare metal jacketing leads to interior surface jacket (or pipe) corrosion and the use of PSMB prevents this. The use of PSMB on metal jacketing protects all types of metal jacketing from this corrosion and protects the pipe under the insulation from this corrosion when the jacket is stainless steel.
While this lab testing was a simulation, the difference between these accelerated lab tests and actual field experience is only the time required for failure.
Real world results
When examining problems or failures in real-world installations it is usually difficult to obtain high quality information. Everyone involved in these types of problems including facility owners, design engineers and installation contractors are reluctant to publish or even allow discussion of their problems. In some cases there are even legal agreements prohibiting the parties from discussing the issues. In addition, when there is a real-world problem or failure, the facility owner wants it corrected as quickly as possible to minimise shutdown time. These factors along with the many variables involved in a real-world situation make it difficult to be scientific and it is hard to quantify these problems or carefully examine the solutions.
Even with all of these constraints, examples still exist of facilities where interior surface metal jacket corrosion has occurred and enough information is known to make discussion of the failure a useful learning opportunity. Table 2 provides six anonymised real-world cases where interior surface metal jacket corrosion was encountered. In all of these real-world examples the metal jacketing was aluminium with a polykraft moisture barrier.
| Description of facility | Application type | Insulation system | Climate | Corrosion observed | |
| Food/beverage plant | Ammonia refrigeration, continuous use | Mineral wool | Cold | Significant interior surface jacket corrosion six years after installation | |
| Four power plants | Hot pipe, intermittent use | Mineral wool | Cold | Significant interior surface jacket corrosion | |
| Three asphalt plants | Hot pipe, intermittent use | Glass fibre with ASJ vapour retarder | Cold | Significant interior surface jacket corrosion | |
| Six cold-storage warehouses | Rooftop ammonia refrigeration, continuous use | XPS pipe billet with ASJ vapour retarder | Hot & cold | Water present between ASJ and jacket. Significant interior surface jacket corrosion | |
| Heavy equipment factory | Chilled water, continuous use | Cell glass with ASJ vapour retarder | Hot | Significant interior surface jacket corrosion | |
| Hospital | Chilled water, summer use only | Glass fibre with ASJ vapour retarder | Cold | Significant interior surface jacket corrosion |
Table 2: Real-world examples of interior surface jacket corrosion.
Figure 6 shows pictures of the poor condition of the polykraft moisture barrier and the interior surface corrosion holes in the food/beverage plant described by Table 2.
In addition to these examples of corrosion actually occurring when a polykraft moisture barrier is used, there is an important related observation. ITW Insulation Systems has never had a claim or any knowledge of a case of interior surface corrosion occurring when a PSMB has been used.
It has been shown that corrosion science, lab test results and real-world field experience are all in agreement. Interior surface jacket corrosion is an equal opportunity thief, taking longevity from insulation systems in all industries, all applications, using all insulation types, with all metal jacketing types and in all climates. The best way to prevent the occurrence of this type of corrosion is the use of an effective moisture barrier like PSMB on the interior surface of the metal jacketing.
Moisture barriers
There are three general types of moisture barriers used on metal jacketing in mechanical insulation systems; paint, polykraft and polysurlyn. Painted moisture barriers are thin (~18µm, 0.7mil) layers of lightly pigmented paint that are typically applied in the mill that produces the metal coils. This type of moisture barrier is
common on pre-formed two-piece elbows where its use is acceptable due to the ultrapure corrosion-resistant alloy of aluminium used at elbows.
Polykraft is a layer of kraft paper laminated to a single thin layer of polyethylene film.
Polysurlyn moisture barrier (PSMB) is a thick three layer film that is applied by a jacketing company
and represents the current state-of-the-art for moisture barriers.
The examples described above strongly indicate that polykraft is ineffective and PSMB is quite effective at preventing this corrosion - but why is this? To answer this, the properties of the various moisture barriers must be considered in light of their ability to keep water from contacting the underside of metal jacketing to reduce corrosion potential.
With this purpose in mind, the key properties of a moisture barrier are:
- Pinholes – Each pinhole is a place where corrosion can start. Therefore having fewer pinholes is better. Zero pinholes is most desirable.
- Water resistance – Keep the corrosive water from touching the interior metal surface. Low water absorption and low water vapour transmission rate are desirable.
- Toughness/durability – Damaged or decayed moisture barrier from the inevitable rough handling and installation is a locus for possible corrosion. Strong, tough, scratch resistant and durable film is desirable.
- Flammability – Lower flammability is preferred.
Table 3 shows the performance of each moisture barrier type in these key properties. Corrosion science, lab testing, real-world examples and moisture barrier properties demonstrate that a polysurlyn moisture barrier is the most effective way to prevent interior surface corrosion of metal insulation jacketing because it:
- Has proven high performance,
- Has no pinholes,
- Is a multilayer film,
- Has a very low water vapour transmission rate,
- Has a very low water absorption,
- Is tough, scratch resistant and durable,
- Has very low flammability,
- Adheres excellently to metal substrates,
- Is available on all metal types,
- Is available from many metal jacketing manufacturers.
| Property | Paint | Polykraft | Polysurlyn |
| Description of moisture barrier | 1 layer at ~18µm (0.7mils) thick | 1 layer of 38µm (1.5mil) thick PE film with Kraft paper backing | 3 layer polymer film with total thickness of 76µm (3mils) |
| Pinholes per 4.6m2 (50ft2) via ASTM C1729 Method | >19 | 16 | 0 |
| Water resistance WVTR (g/100in2-day) | Unknown | Poor (~1.0) | Excellent (<0.05) |
| Toughness | Easily scratched | Paper easily damaged | Strong and scratch-resistant |
| Flammability | Good | Unknown, but exposed paper surface has autoignition temp. of 232°C | Tested on aluminium using ASTM E84 yielding flame/smoke of 0/5. Autoignition temp. >316°C |
Table 3: Summary of the properties of moisture barriers that are commonly-used on the interior surface of metal-jacket in insulation installations.
Recommendations
Contractors: Insulation contractors should minimise damage to the moisture barrier during cutting, field fabrication and installation and educate their workers about moisture barriers and their importance.
They should buy metal jacketing only with PSMB. For aluminium jacketing, the easiest way to ensure it has a PSMB is to use the new ASTM standard for this type of jacketing and specify that it complies with ASTM C1729, Type I, Grade 1 or 2, Class A.
Lastly, contractors should recommend the use of PSMB lined metal jacketing to specifiers, engineers and owners who are unaware of its importance.
Owners/Engineers: Owners and engineers should specify metal jacketing only with PSMB. For aluminium jacketing, the easiest way to assure it has a PSMB is to use the new ASTM standard for this type of jacketing and specify that it comply with ASTM C1729, Type I, Grade 1 or 2, Class A. Lastly, owners and engineers should ensure that contractors know about PSMB and know how to minimise damage to it during handling and installation.
Conclusions
Interior surface corrosion of metal jacketing on mechanical insulation is a major potential problem with all metal types. All metal insulation jacketing should have 76µm (3mil) thick polysurlyn moisture barrier (PSMB) factory heat laminated on the inside surface to protect against jacket corrosion for aluminium and aluminium-coated steel jacket and to protect against pipe corrosion when stainless steel jacket is used. Use of PSMB is cheap insurance to prevent the very costly alternative of jacket corrosion.
Contractors and owners should use/specify PSMB on the inside surface of all metal jacketing and minimise damage to the moisture barrier during handling and installation.
References
1. Mitchell Liss, V. 'Preventing Corrosion Under Insulation,' Bulletin of the National Board of Boiler and Pressure Vessel Inspectors, January 1988.


