17th Global Insulation Conference and Exhibition - 2024
16 - 17 October 2024
Maritim Hotel, Goethestraße 7, 80336 München, Germany

Above: the 'Ladies of Insulation' 2024, pictured at the conference.
The 17th Global Insulation Conference, Exhibition and Awards has successfully taken place in Munich, Bavaria, with 150 delegates from 33 countries, 18 presentations and 12 hours of networking time. The event will next place in November 2025 in Baveno on Lago Maggiore, near Milan, Italy.
In 2024, Yassine Touahri started the conference by pointing out that there is a mixed picture in the global insulation industry: activity is down, but pricing is holding. Power and gas prices have previously peaked due to Russia’s war in Ukraine, but have now largely normalised. Producer cost pressures have largely been passed on to consumers, and the operating margins of the main insulation producers remain strong. Any recovery in housing may only come in 2025 and in other construction sectors it may come in 2026. French state debt, US election results and the ever-volatile Middle Eastern situation will also affect growth. Yassine suggested that energy inflation may return from 2025, which will inevitably impact industry profitability. However, ownership is strongly concentrated among a small number of players, and price discipline will help to maintain margins. Energy efficiency will drive renovation and consumption of insulation in both Europe and North America. The Energy Performance of Buildings Directive (EPBD), stipulates that primary energy usage must decrease, very dramatically in some cases: probably at rates that are beyond the bounds of physical possibility. The targets imply renovation of around 3% of the worst-performing non-residential buildings in Europe each year, which is unlikely as the current level is only around 1%. “Many more insulation plants will need to be built.” However, there is a severe lack of skilled labour to do the renovation work, and the cost of ‘deep renovation’ is also putting off householders and voters, provoking a backlash and delays to legislation. He suggested that construction materials companies are starting to move into attractive adjacent industries, in order to effectively provide solutions and systems to architects and constructors. Yassine suggested that Kingspan will increase its offering in the mineral wool sector. Saint-Gobain is breaking down the walls between its product ‘silos’ to promote its systems, while Knauf, Etex and Rockwool are all looking likely to major on labour-saving prefabricated systems in the future. He concluded that insulation has a central role to play in the battle against climate change, which suggests strong growth.
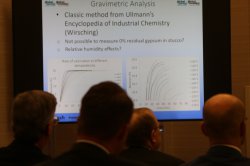
Grazyna Mitchener of PolyChemTech Ltd next spoke about the role of big data and AI in the insulation industry. She started by saying that the insulation industry has three main roles: heat transfer reduction, fire-resistance and sustainability. AI can process a huge amount of data in a short time, and to suggest something new, it needs new data. Grazyna railed against paper records, and instead promoted structured, complete, digital and interrogatable data. Formulation designs, raw materials data, lab results, trails results and other data can be useful. Using a company’s own confidential experimental data with open science data for example including carbon footprints, analysed using AI, can lead to innovations. Grazyna pointed out that although the carbon footprint of a bio-based insulation may initially be low, depending on its origin, the performance over its lifespan is of greater significance. New databases can be used to generate energy balances for new formulations, depending on the energy concentration in the individual ingredients. In addition, Grazyna showed how ‘AI’ analysis of experimental data can lead to optimisation of current insulation, if not - yet - to new insulation materials.
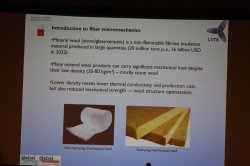
Frank Yang of Liatris Inc. next spoke about bio-based insulation, an industry that Frank suggested is currently worth around US$41Bn/yr, with a CAGR of 25%, derived from mass timber, cellulose, sheep wool, cork, bamboo, eucalyptus, grasses, mycelium and hemp-based materials, from companies such as Bamcore, Plantd, hempitecture, and TimberHP. Risks for bio-based insulation include moisture absorption, flammability, pest and mould susceptibility and supply-chain quality. Customer hesitancy to use biomaterials due to performance and durability concerns is another major limiting factor in widespread adoption. Liatris uses commodity materials, clay, cellulose and aerogels, and novel processes including nano-cellular foaming and nano-cellular phosphorylation to achieve non-flammability, to produce moisture- and mould-resistant high-performance insulation. Casting, moulding, 3D printing and extrusion foaming could all be used to produce the final product.
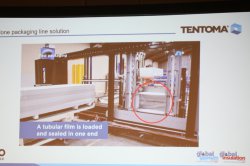
Troels Mathiesen of Tentoma started by saying that, “without good packaging, even great insulation materials loose value.” Troels outlined a stretch-film-based solution for six-sided waterproof packaging, using films with up to 50% recycled materials, which can in turn be recycled. Since they are stretch- rather than shrink-based films, no heat is required for shrinking meaning that energy consumption is up to 90% lower than other packaging options, at about 0.03kWh per packed unit.
Alessandro Gullà of AWS Corporation then spoke about the use of wet electrostatic precipitators (WESP) for the removal of phenol, dust and formaldehyde in mineral wool production, comparing their performance against panel filters. A quencher and scrubber is typically used to capture larger particles before the gas is sent to the WESP. He suggested that WESP has high efficiency removal of a variety of pollutants, alongside low pressure drop, albeit at a higher Capex compared to a filter unit.
Zheng Lu of the Technical University of Denmark next reviewed the climate mitigation potential of bio-based insulation materials. Mineral-and plastic-based insulation materials have high embodied energy, but they have high insulation performance. Bio-based materials have a range of embodied energy totals (flax has zero, coffee is extremely high), but typically at lower levels than non-bio-based materials. Some cotton-based materials have very good insulation performance. Embodied carbon also varies, and for coconut-based materials can be negative. Longevity of the materials can have a strong effect on overall efficacy. Zheng concluded that cellulose and straw bales are promising alternative insulation materials for climate-change mitigation.
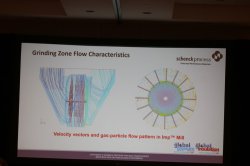
Tom Redant of Hammer-IMS next spoke about quality control of insulation using ‘M-ray’ scanners, which are used before and after the curing oven for mineral and glass wools. ‘M-rays’ are radio waves that are reflected by solid surfaces - an insulation material laying above the reflector changes the relay time, depending on the density of the insulation and allowing basis-weight determination. Tom demonstrated that 100% coverage of the width of the material can be achieved using eight scanning sensors, although four could be used in a lower-specification system.
Olaf Kirschnick, representing the company Dr. Paul Lohmann GmbH, next spoke on the role of metal salts in the insulation industry. Metals salts including formates, oxalates, tartrates, sulphates, citrates, oxides, carbonates and acetates, of metals such as potassium, aluminium and sodium, can act as additives, catalysts, stabilisers and process aids in insulation production. For the insulation market, metal salts can bring process optimisation and performance enhancement to PIR rigid foams, to aerogels and to cellulose insulation. Addition of metals salts to cellulosic materials can improve flame retardancy and thermal performance, improves mould-, microbe- and pest-resistance, and improves biodegradability.
Marco de Kok of SGS Intron Certificatie B.V. gave some details of certification procedures for the biogenic component of insulation materials. Under new EU rules, including the Ecodesign for Sustainable Products Regulation (ESPR), the use of recycled or bio-based materials will be rewarded. Under the EU Green Claims Directive, unsubstantiated claims such as ‘eco-friendly’ or ‘green’ will be banned, and all claims need to be backed up with data. Additional subsidies and tax reductions for using bio-based and recycled materials are rapidly increasing demand for the materials. For recycled content, SGS Intron audits the entire material supply chain, including calibration of measuring devices, as an independent third-party, to provide high-quality data for product claim substantiation under ISO 14021. C14 isotope analysis is used to determine the bio-based content of materials. Marco concluded that “third party certification increases trust in environmental claims.”
Rounding off the first day, Andreas Guertler of the European Industrial Insulation Foundation (EIIF) spoke about the new Insulation Energy Class Standard EN 17956. The standard defines energy efficiency classes in terms of the maximum allowed density of heat flow rate from different surfaces, for example 13W/m2 on a flat surface would be Class C.
Dinner
Conference delegates gathered at the local Bavarian brewery, the Münchner Stubn, for the Global Insulation Awards dinner. Knauf Insulation was once again presented with the ‘Insulation company of the year’ award, while Johns Manville received the ‘supplier of the year’ award. Global Insulation plant of the year went to the Joplin, Missouri, plant of Owens Corning, and the product of the year was presented to Kingspan’s HemKor hemp-based insulation product. Grenzebach won the Technical innovation’ award for its electric melters for mineral wool. Three ‘Global Insulation Personality of the year’ awards were presented, to Anne Beatrice Schaefer of Johns Manville, to Walter Siegel of Kaibel & Sieber GmbH, and to Manuela Mora of Italian company BOCEDI. Finally, the venue for the conference in November 2025 was announced as Beveno, on the shores of Lago Maggiore, near Milan, Italy.
Conference second day
On the second day of the conference, Irfan Özdemir of Heermann Maschinenbau spoke about cutting solutions for insulation, including horizontal and vertical bandsaws, angle saws, contour cutting and circular saws, and flying saws. Contour cutting machines can cut very fancy shapes, for example into pipes, while the horizontal bandsaw is caused to cut thin sheets from larger blocks. The company also - besides cutting solutions - provides pre- and post-saw material handling options.
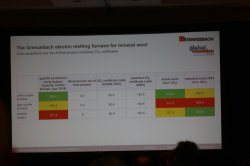
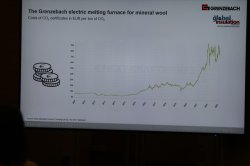
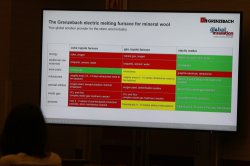
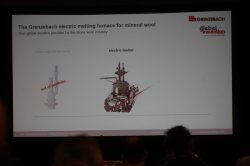
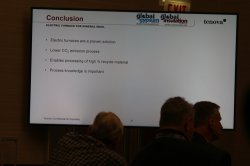
Next, Maximilian Hanf of Grenzebach BSH GmbH spoke about the path towards CO2-neutral production of insulation materials. He pointed out that in the EU carbon emissions are due to be cut by 55% compared to 1990 by 2030, although the targets are likely to be missed, even if the current trend is still downwards. Max said that the raw materials for mineral wool only account for 4% of the costs of production, whereas binders account for 45% and energy is 35%. Water and waste water is 5% of the cost and other consumables cost 10% of the total. Historically, electric melters were common for low capacity plants in the 1970s to 2000, with coke cupola furnaces common after 2000. Coke is subject to pricing fluctuations and has previously been imported from Russia, a source currently unavailable. He showed a graph indicating that CO2 costs will increase past Euro180/t by 2030. A coke cupola furnace creates 0.6t of CO2 for each tonne of mineral wool produced - leading to a colossal potential bill for carbon emissions in the future. Grenzebach has ejected the coke cupola from its product portfolio, and instead is promoting gas cupola and electric melter solutions. Hydrogen-fired furnaces may be possible in the (far) future. The advantages of the electric melters include the use of energy from renewable sources, long refractory life, low CO2 and NOx in the exhaust gases, less iron drainage and no additional requirement for briquetting and oxygen.
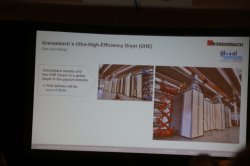
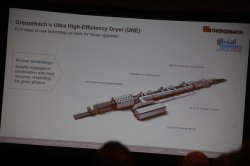
Sebastian Hohmann of Grenzebach spoke, after a long networking and coffee break, about flexible wood fibre insulation. Dried wood fibres are combined with very fine bi-component (bico) fibres, with core and sheath made of different synthetic materials and of length 3-32mm, to form an homogenous mix, and are then formed into a mat of up to 3.1m width. Products can be 40-300mm thickness, with density of approximately 50-60kg/m3. The mat is then consolidated in a curing oven to activate the binder, in individually heated and ventilate zones. The cooled mat passes through a trimming and flying cross-cut saw to create final board sizes, before packaging and palletising. Plant capacities range from 3-10t/hr. Likely future developments include a wider variety of fibres, different curing oven heating solutions, more options for different product sizes, and more robotic handling. Sebastian laid out the possibilities for sample board production and testing using customer raw materials, at the company’s test centre in Bad Hersfeld.
A veritable tag-team of presenters from Ahlstrom - Ilya Belyakov, Tanya Brück, and Maxence Décamps - then spoke on the use of specialised glass fibre tissue to improve face and back liner performance of mineral wool and glass wool insulation (with products for foams coming to market in 2025). Ilya mentioned that advanced tissues are available, with different coatings, colours, fibre mixes and multilayering. Tanya spoke on bio-based Kraft paper facing for insulation products, which include Spantex moisture- and vapour-barrier foils, which have anti-mould and and anti-fungal properties. ‘Flame-gard’ flame-resistant papers self-extinguish when the flame is removed, with no restarting. Maxence then outlined the options for combining Kraft fibres and glass fibres in hybrid designs that fill the gaps between paper and glass veils.
Hamed Saber of the Royal Commission for Jubail and Yanbu next spoke on the evaluation of the thermal performance of reflective insulation assemblies. Low-emittance surfaces, reflective insulation, should face air-spaces such as windows, curtain walls, skylights and attics, for maximum effectiveness. Hamed show a variety of computational tools that can be used to assess thermal performance of reflective and radiant insulation, in air-spaces, in steel framing, and in attics, despite the current limitations of the available ISO and ASHRAE industry standards.
Carles Ibáñez Brugués of the ICL Group next spoke about bio-based flame retardants for polyurethane foams. The company is a specialist in bromine and phosphorous chemistries and associated areas, particularly flame retardants. A new phosphorous-centred bio-based flame retardant has been developed, with 79% bio-content, with very low viscosity, in the form of a low-colour transparent liquid. The ‘Fru-414’ retardant is now available for lab trials and pilot runs.
Christina Eicheler of the Technical University of Munich next spoke on insulating plasters based on hollow micro glass bubbles. Critically, the sprayable plaster would be 100% mineral-based, allowing its recycling and reuse, fireproof, and would display the possibility to have multiple layers, with a binding layer, an insulating layer and a waterproof layer. Christina concentrated on the nature of the binder, which needs to have good workability and a reduced CO2 footprint. Gypsum was considered as the binder, the problem being that it is not waterproof. However, an alpha-hemihydrate mixed with a ground granulated blast furnace slag, with a minor amount of cement as an activator, and a pozzolan as a ‘stabiliser’ shows good durability once hardened. Such a ‘GCSP’ binder has previously been used in the old Soviet Union. The ratios of the mixtures are not trivial - they must be accurate for highest performance and also depend on the compositions of the ingredients. Ultimate strength is in the region of 20N/mm2.
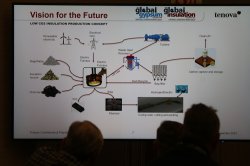
Samuel Gounden of Tenova Pyromet gave the last presentation at the conference, on electric furnaces for mineral wool production. Typical energy consumption for an electric furnace is 1-1.3MWh/t of mineral wool. Each furnace is designed from scratch, depending on the raw materials and the required outputs. Samuel pointed out that a very wide range of raw materials can be used for mineral wools, including a variety of slags and other minerals. The company’s electric furnaces also have the ability to turn down and also ramp-up from the rated nominal value, allowing flexibility in the face of varying demand. The furnace also features a ‘SlagFlo’ hydraulically actuated water-cooled copper element to control slag flow. “Power is nothing without control,” he stated, outlining the ‘AutoFurn’ control system and furnace information systems, which allow for remote control of the furnace. The company has been supplying electric furnaces into the mineral wool industry since 1973.
A lively, informative and provocative discussion then took place among all participants on the future of the global insulation industry.
Prizes and farewells
After the conference programme, delegates gathered for a farewell party, where the prizes for the best presentations were awarded, as voted-for by the delegates. In fourth place was Christina Eicheler from the Technical University of Munich for her presentation on insulating binders, while Yassine Touahri of OnField Research was third for his paper on global insulation industry trends. Sebastian Hohmann of Grenzebach was second with his paper on wood fibre insulation plants, but the winner of the prize for the best presentation was Samuel Gounden of Tenova Pyromet with his paper on the long history and evolution of electric furnaces for the production of mineral wool.
Delegates strongly praised the event for its superb networking opportunities, for the technical content of the presentations and for its smooth organisation and friendly atmosphere.
The 18th Global Insulation Conference, Exhibition and Awards will take place in Baveno, on the shore of Lago Maggiore, close to Milan, Italy, in November 2025.
What did the delegates say?
- Loved the Bavarian Evening
- Great athmosphere!
- Thank you. Another brilliant event.
- Thank you for your excellent work
- Great for making contacts
- Good energy level and pace
- Next year again!
- Good people, positive vibe overall. Excellent hosts!
- It is a good opportunity to explore the latest advancements in insulation technology, network with experts from around the world, and contribute to a more sustainable future.
- I will recommend to assist this conference to my department and manufacturing colleagues. And even more now that you will come to visit us in Italy. Thank you for the organization.
- Great organisation of the event! Structured and good atmosphere. Will definitely come back
- Wery well organized event, good coverage of industry trends and great networking!
- Good atmosphere, well managed and presented, good concept, well done
- Thank you very much, I will for sure attend next years Event!
- Wonderful opportunity to meet all people involved in insulation sector in the same place.
- Awesome event. Great privilege to have been part of it.
- Nice one
- Very happy and delighted that we were able to join last minute and it was immensely important for [us] to listen and learn. This was all about getting educated and networking for us.
- Compact , fruitful for networking nice open panel discussion with all audience participation
- Great event! Very happy to be here!
- So great, I will definitely attend next year's
- Will take part again
- Thanks to organizers! Thanks to attendees
- Very well chosen location
- Great work from all of you. Thanks
Purchase the Global Insulation Conference Pack 2024
The conference pack is available for purchase (use the link below) for GBP£595 (includes the video, presentations and proceedings from the event).